

Real-World Application Reports
An overview of typical applications and media in petrochemical processing.



Certificates
Relevant certifications for safety, compliance, and international operability.
Certified safety for a wide range of industries and countries: FLUX products are developed and certified for worldwide use and meet the highest requirements and safety standards. With FLUX, you’re always on the safe side, no matter where you are.
CE Conformity
All products comply with the EC Machinery Directive 2006/42/EC. CE-compliant pump systems meet the applicable European requirements for safety, health protection, and environmental protection. This forms the basis for their use in industrial processes.
ATEX 2014/34/EU
Explosion protection in accordance with the ATEX Directive for potentially explosive atmospheres. ATEX is essential for petrochemical media in explosive atmospheres. FLUX explosion-protected pumps and drives are designed for safe use in such zones.
Product Solutions for Petrochemical Applications
The following products are particularly well-suited for petrochemical processing. However, depending on the medium, process, and operating conditions, other solutions may be more appropriate. Please feel free to contact us for advice—we’ll help you select the optimal design.

Series 400 Drum Pumps
For a wide variety of applications and low-viscosity fluids

Eccentric Screw Pumps VISCOPOWER
For low- to high-viscosity media in the industrial, pharmaceutical, food, and cosmetics sectors

Compressed Air Diaphragm Pumps
For aggressive and abrasive media in the chemical industry.
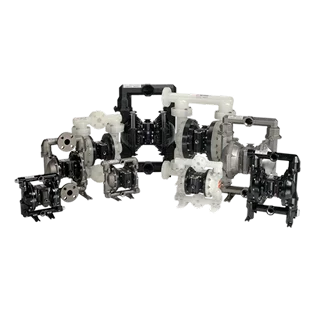
ARO® Double-Diaphragm Pumps
For pumping clean, low-viscosity fluids, as well as corrosive, abrasive fluids of medium viscosity and even coarse-grained solids

Flow Meter
For manual or semi-automatic filling of a wide variety of fluids

Barrel-emptying systems
For pumping high-viscosity fluids from a wide variety of drums
Get in touch.
Find documents.
Sales & Advice
Select a pump suitable for the application
We determine the medium, flow rate, viscosity and operating environment.
Requests for quotations
Please send us your requirements
We will assess your requirements and advise you on the most suitable option.
Service & Support
Documents for planning, operation and servicing
Find user manuals, dimension sheets, technical specifications and FAQs.